服务热线:4001511678
从细纱机机头方向往后看,右侧罗拉是顺时针转向,左侧罗拉是逆时针转向。每一节罗拉向后传动的主动力矩是与旋转方向相同,后一节罗拉的阻力矩(被动)则是与旋转方向相反的。如此,连接螺纹的旋向应和罗拉旋转方向相同,就能保证螺纹“越旋越紧”,不会发生松动。
用机械原理的术语来概括“防松原则”就是:主动件的主动力矩应该和转向相同;从动件的阻力矩应该和转向相反。
因此左、右两侧的罗拉连接螺纹旋向应该是:右侧罗拉是右旋螺纹,左侧罗拉是左旋螺纹,这种机械设计上的“防松措施”,原理是很合理的。
为什么会松动呢?说明在传动环节中,从动件存在与旋转方向相同的阻力矩。换一句话说就是:从动件(后一节罗拉)上产生了一个主动力矩,变成主动件了。
这个“防松措施”设计者的思考纯粹从机械结构原理出发的,没有考虑到工艺因素,这是这个“漏洞”,造成了生产使用时的中(后)罗拉抖振现象,还限制了牵伸机构的功能潜力。

皮圈采用柔性元件,将在牵伸区内的纤维‘控制’住,按后罗拉线速度向前输送,一直到接近前罗拉钳口,让纤维头端进入前罗拉钳口(图2左)。
理想的情况是要求柔性元件对纤维要有均匀分布的垂直压强,能对所有纤维有良好的控制作用。因此上、下皮圈之间应当“密贴”接触,这是皮圈机构的基本要求。
但是,两个皮圈是靠中罗拉的摩擦传动的,中罗拉和中上压辊之间的压力,夹持两层皮圈向前输送(对皮圈作用力向前)。而在前方,上、下销之间也有压力,存在摩擦阻力(对皮圈作用力向后),这两个力迫使中间的柔性皮圈松弛甚至发生“起拱”现象(图2右)。如果不加措施,工作面产生的压力是不均匀和不稳定的,不可能对纤维产生均匀的压力来有效地控制纤维。
然而现有皮圈机构在实际生产情况下,并没有发生上述现象,上、下皮圈都不松弛,而是紧张状态的,这和纯机械的静力分析结果并不符合,是什么原因呢?
通过有纤维情况下的静力学分析,可以弄清楚这个使皮圈紧张不松弛的作用力(在前面的向前拉力)是哪里来的?
图3所示是有纤维存在的情况下,前、中罗拉和皮圈的结构工作简图,其中所有运动零件都是在做等速运动(部分纤维除外)。
上销的作用有两个,其一是使上皮圈具有张力;其二是使钳口尽量接近前罗拉钳口,使所谓的“纤维自由区”最小。
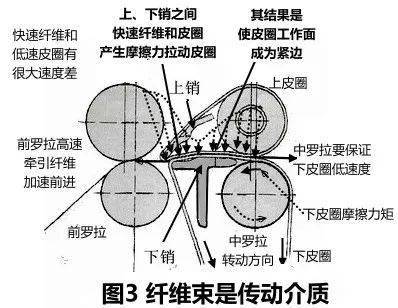
在纺纱进行过程中,前罗拉夹持住进入钳口的纤维(称为快速纤维)以前罗拉表面线速度向前拉;上、下销钳口控制住大部分前端还没有进入前罗拉钳口的纤维保持中罗拉表面线速度(皮圈速度)。这样,快速纤维和慢速纤维与皮圈(中罗拉线速度)之间就有了相对速度(速度差),上、下销钳口的压力使其产生摩擦力。
这个摩擦力对皮圈来说是向前的,因此它使皮圈有了“前拉力”,前拉力使后方的皮圈(工作面)变成了“紧张状态”。
因此在生产运转中,中罗拉不是主动件,而是从动件。它的作用不是传动皮圈,而是保证皮圈保持设计的低线速度,不会被前罗拉经过快速纤维和皮圈的摩擦牵引而加速。
这就是中罗拉发生抖振的结构原理上的原因:从动的中罗拉(后一节)受到皮圈的拉力,产生的传动力矩和其转动方向是相同的,这和前述“防松措施”的原则(从动件的阻力矩应该和转向相反)是相悖(违背)的。这是从力学原理上分析,中罗拉产生抖振唯一可能的原因。
后罗拉有相似情况,虽然没有皮圈存在,但是有粗纱条和一定的后区牵伸存在,后罗拉也受到粗纱的向前牵伸力,形成和转向相同的主动力矩。
如果安装时,中罗拉预紧力不足,或者工艺设计中,牵伸倍数过大,造成在运行中牵伸力过大,中罗拉就有可能会产生“松动”。
一旦发生松动,罗拉在皮圈拉动下就会发生“瞬时超速”,但是这种超速只能是瞬时的,因为牵动它的是柔性的皮带,只要罗拉一旦超速,皮圈张力立刻减小或消失,超速就停止了。传动螺纹立刻就跟着“上紧”而恢复皮圈张力;接着松动又会重复发生,这样的过程周而复始,就是“抖振”现象。
中罗拉抖振破坏了纤维的正常牵伸运动,造成严重的条干不匀。显然,这是绝对不允许的,不得不让整机停台。
按前述分析,原理上的问题会很容易暴露的,应该说抖振的情况会经常出现。然而事实上抖振现象很难得出现,只要机台安装保养符合规范要求,基本上不会出现抖振情况。因此很少去从设计上追究其原因,导致很长时间以来,掩盖了这种设计上的漏洞。
抖振现像很少的原因,是由于罗拉连接的“锁紧力”是比较大。仅靠螺纹锁紧是不够的,更大的锁紧力来自于罗拉连接设计上的另一个考虑因素:同心导向。
一根长罗拉,是有大约20节短罗拉串联组成,保证每根罗拉的同心度是极端重要的,任何一节罗拉同心度偏差,都会影响细纱产品的条干均匀度出现问题。
螺纹连接有较大的间隙,是无法保证同心度,因此在机械设计上还有保证同心度的措施:在螺纹后面设置了一个“导向段”。图4就是罗拉连接的结构示意图。
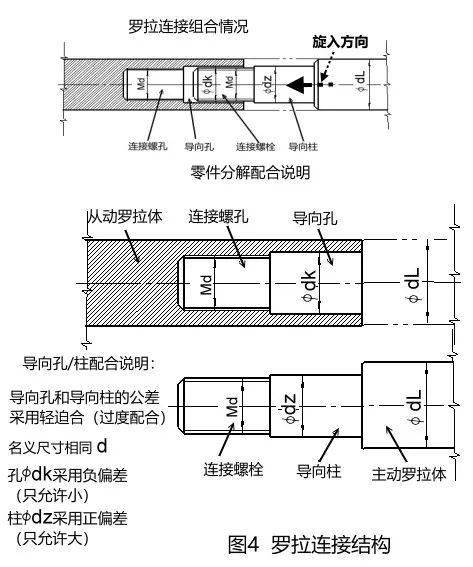
螺纹旋紧以后,导向柱也进入导向孔。这里采用“过盈配合”(也称过度配合),导向孔直径Φdk采用负偏差(只允许小);导向柱直径Φdz采用正偏差(只允许大),如此配合可以保证没有间隙,只有过盈。导向孔和导向柱的加工精度特别高,和罗拉表面直径ΦdL的同心度要求特别严,如此保证了两节罗拉有良好的同心。
过盈配合使金属表面产生少许变形,形成“轻迫压入”装配状态,其锁紧力要远大于螺纹,成为罗拉连接锁紧力的主体。
虽然罗拉抖振极少出现,但是机构设计不合理的隐患始终存在,成为工艺设计的“后顾之忧”。不敢采用“过大”的牵伸倍数,为都是不产生过大的牵伸力。这就限制了牵伸机构的强度潜能。
其实,要解决这个隐患的方法特别简单。因为细纱机两侧的罗拉转向是相反的,连接螺纹旋向也是相反的,(参考图1)所以要从根本上解决抖振问题,最简单彻底的方法就是将细纱机两侧的中罗拉对换使用就行了。
隐患消除了,工艺设计没有了后顾之忧,就可以大胆地采用超大牵伸倍数,提高细纱机的生产能力,充分发挥机构的强度潜能。
ayx娱乐平台首页官网(中国)登录注册APPCopyright © 2008-2020版权所有 鲁ICP备15044065号-14 技术支持:ayx娱乐平台


